自动上料控制系统是以西门子PLC为控制中心,由计量皮带秤计量,计量精度可达动态度1%-2%,实现产量可达120吨/小时,系统根据煤炭的实测发热量设定比例,均匀稳定给料,达到砖坯内燃稳定的目的;使窑温稳定,火侯容易控制,火行速度加快;减少了生砖或过烧砖比例,烧出的成品砖颜色一致,成品砖的质量大幅度提高。
各种原料按设定的比例自动实时跟踪下料,并可在线修改配比,确保各原料配比的均匀性。系统故障率低,操作简
单,无需人工值守。
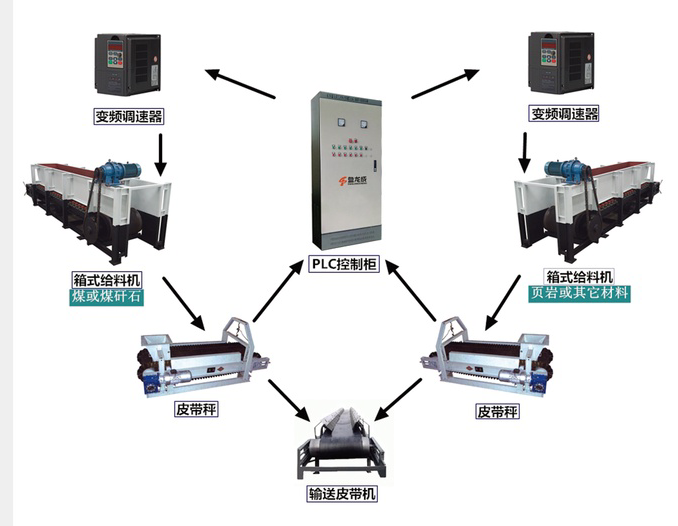

自动上料控制系统组成:
带式称重给料机由带式输送系统、电子计量系统及调速控制等部分组成。
工作原理
A.带式输送系统
输送系统由驱动装置带动主传动滚筒旋转,主传动滚筒通过摩擦力带动环形输送带运转,由输送带将物料从进料点带至端部落入卸料点。
B、电子计量及电控部分
自动上料控制柜系统构成如下:称重桥架、称重传感器、测速装置、称重仪表(配料控制器)、变频调速控制装置等组成。
物料在皮带上运行时,其重量由皮带、称重托辊、称重桥传递至称重传感器,称重传感器产生一个正比于称重区载荷重量的电信号送至称重仪表。测速装置装在从动滚筒上提供一系列脉冲,每个脉冲表示一个皮带运动单元,脉冲的频率正比于皮带速度。
称重仪表将载荷重量电信号和速度信号经过运算和处理得出带式称重给料机的瞬时流量和累计运料量,分别在称重显示器上显示。称重仪表同时输出一正比于流量的4~20mA电流信号及输出一经内部智能调节器P、I、D运算的控制电流信号。P、I、D控制信号被送至变频控制器,改变给料机电机转速,从而改变给料量,使之趋近并达到设定的目标值,从而实现调节给料量的目的。流量信号通过通讯接口传入远程计算机采集系统。同时称重仪表接收远程计算机配比设定。实现就地与远程PID控制切换功能。
在给料机工作的同时,还可输出多种状态或报警信号,形成集成化管理和对故障的及时处理,如给料机电机状态信号,跑偏、断料信号等。